

Comparison of Plasma, Oxyfuel and Lser
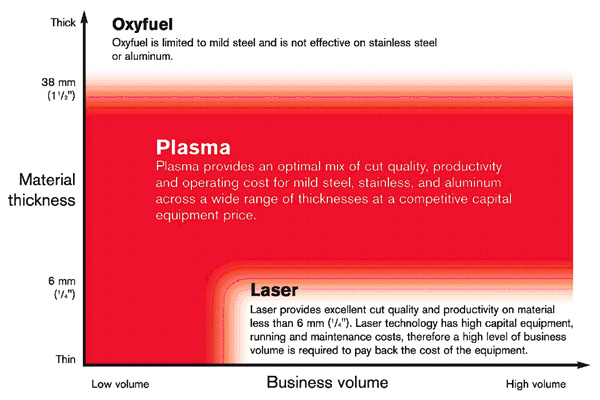
Plasma provides the optimal mix of cut quality, productivity and operating cost
Back to top
Plasma Capabilities Chart
Back to top
Technology Benefits
Back to top
Air Plasma: Powermax
* Note: Take care in comparison: competitors often show maximum cutting speeds rather than speeds that deliver the best cuts, as shown above. Cut speeds listed above deliver best cut quality, but cut speeds can be up to 50% faster.
** ISO 9013 is a standard that defines cut quality of thermally cut parts. The lower the range (range 1 is the lowest), the smaller the angle on the cut face. Cut angle in range 4 is better than in range 5.
Back to top
Oxygen Plasma: MAX200
* Note: Take care in comparison: competitors often show maximum cutting speeds rather than speeds that deliver the best cuts, as shown above. Cut speeds listed above deliver best cut quality, but cut speeds can be up to 50% faster.
** ISO 9013 is a standard that defines cut quality of thermally cut parts. The lower the range (range 1 is the lowest), the smaller the angle on the cut face. Cut angle in range 4 is better than in range 5.
Back to top
Plasma Advantages vs. Oxyfuel
|
Plasma Advantages vs. Laser
|
Plasma provides the optimal mix of cut quality, productivity and operating cost
| Oxyfuel | Plasma | Laser | |
| Cut quality |
|
|
|
| Productivity |
|
|
|
| Operating cost |
|
|
|
| Maintenance |
|
|
|
Plasma Capabilities Chart
| Air Plasma
|
Oxygen Plasma | LongLife Oxygen Plasma | HyPerformance Plasma | |
| System | Powermax1000
Powermax1250 Powermax1650 |
MAX200 | HT2000
HT4400 HT4001 |
HPR130
HPR260 |
| Cut Quality | Good
Some secondary operations and dross |
Better
Some secondary operations with virtually no dross |
Better
Some secondary operations with virtually no dross |
Best
Minimal to no secondary operations with virtually no dross |
| Mild steel
weldability
|
Nitriding can impair mild steel welding | Good mild steel welding
|
Good mild steel welding
|
Good mild steel welding
|
| Productivity | Good | Better
|
Better
|
Best
|
| Operating cost | Good | Good
|
Better
|
Best
|
| Consumable life | Good | Good
|
Better
|
Best
|
| Process flexibility | Good | Better
|
Better
|
Best
|
| Features | Simple bundled system with minimal options | Lower degree of features and
options
|
Lower degree of features and options | Fully featured with wide range of options |
| Application ranges | Light-duty cutting | Light- to medium-duty cutting
|
Light- to heavy-duty cutting
|
Precision cutting, light- to heavy-duty cutting |
| Price | Low | Medium
|
Higher
|
Higher
|
Technology Benefits
| Oxygen Plasma
|
LongLife
Oxygen Plasma
|
HyPerformance
Plasma
|
|
| Benefits of oxygen plasma vs. air
plasma
|
|
|
|
| Benefits of LongLife oxygen plasma vs. oxygen plasma |
|
|
|
| Benefits of HyPerformance Plasma vs. LongLife oxygen plasma |
|
Air Plasma: Powermax
|
Powermax
Entry-level single gas (air or nitrogen) cutting systems, great for duct cutting, pipe cut-off, beveling and robotic 3-D cutting. |
|
| Powermax1000 | Powermax1250 | Powermax1650 | ||
| Capacity
Mild steel |
Dross free
Production (pierce) Severance (edge starts) |
n/a
10 mm (3/8") 32 mm (1-1/4") |
n/a
10 mm (3/8") 38 mm (1-1/2") |
n/a
12 mm (1/2") 44 mm (1-3/4") |
|
Stainless steel
|
Production (pierce)
Severance (edge starts) |
10 mm (3/8")
32 mm (1-1/4") |
10 mm (3/8")
38 mm (1-1/2") |
12 mm (1/2")
44 mm (1-3/4") |
| Aluminum | Production (pierce)
Severance (edge starts) |
10 mm (3/8")
32 mm (1-1/4") |
10 mm (3/8")
38 mm (1-1/2") |
12 mm (1/2")
44 mm (1-3/4") |
| Speed*
(Mild steel) |
Optimum quality
|
10 mm (3/8")
1041 mm/m (41 ipm) |
12 mm (1/2")
991 mm/m (39 ipm) |
10 mm (3/8")
1447 mm/m (57 ipm) |
| Cut angle
|
ISO 9013 range**
|
5
|
5
|
5
|
| Weldability | Preparation required
|
Preparation required | Preparation required | |
| Process gases by
material
(Plasma/ shield) |
Mild steel
|
Air | Air
|
Air
|
|
|
Stainless steel
|
Air, N
2
|
Air, N 2 | Air, N 2 |
| Aluminum | Air, N
2
|
Air, N
2
|
Air, N
2
|
|
| Process amps
|
Not all processes available for all
materials
|
20-60 | 25-80
|
30-100
|
* Note: Take care in comparison: competitors often show maximum cutting speeds rather than speeds that deliver the best cuts, as shown above. Cut speeds listed above deliver best cut quality, but cut speeds can be up to 50% faster.
** ISO 9013 is a standard that defines cut quality of thermally cut parts. The lower the range (range 1 is the lowest), the smaller the angle on the cut face. Cut angle in range 4 is better than in range 5.
Back to top
Oxygen Plasma: MAX200
|
MAX200
Entry-level oxygen cutting system, great for often-changing cutting requirements and production schedules. A proven production cutting system with an attractive initial capital cost. |
|
| MAX200 | ||
| Capacity
Mild steel |
Dross free
Production (pierce) Severance (edge starts) |
25 mm (1")
25 mm (1") 50 mm (2") |
|
Stainless steel
|
Production (pierce)
Severance (edge starts) |
25 mm (1")
50 mm (2") |
| Aluminum | Production (pierce)
Severance (edge starts) |
25 mm (1")
50 mm (2") |
| Speed*
(Mild steel) |
Optimum quality
|
12 mm (1/2")
2159 mm/m (85 ipm) |
| Cut angle
|
ISO 9013 range**
|
4 - 5
|
| Weldability | Ready to weld | |
| Process gases by
material
(Plasma/ shield) |
Mild steel
|
Air/Air, O
2/Air,
N 2, CO 2 |
|
|
Stainless steel
|
Air/Air, N
2/Air,
N 2/CO 2, H35/N 2 |
| Aluminum | Air/Air, N
2/Air,
N 2/CO 2, H35/N 2 |
|
| Process amps
|
Not all processes available for all
materials
|
40-200
beveling (200) |
* Note: Take care in comparison: competitors often show maximum cutting speeds rather than speeds that deliver the best cuts, as shown above. Cut speeds listed above deliver best cut quality, but cut speeds can be up to 50% faster.
** ISO 9013 is a standard that defines cut quality of thermally cut parts. The lower the range (range 1 is the lowest), the smaller the angle on the cut face. Cut angle in range 4 is better than in range 5.
Back to top